















Grootste project ooit: 1.900 RVS 316 explosiewanden voor InterDam
Onze vestiging in Oss is betrokken bij het grootste project van Dumaco tot nu toe. [...]


In dit kennisbankartikel leggen we uit hoe wij bij Dumaco lastechnieken selecteren, inzetten én beheersen. Daarbij laten we zien waarom lassen bij ons altijd maatwerk is, uitgevoerd door vakmensen en ondersteund door geavanceerde technologie.
Bij Dumaco weten we: lassen is meer dan alleen het verbinden van metalen onderdelen. Het is een cruciale bewerking die bepaalt of een product voldoet aan de technische eisen, toleranties én uitstraling. Het is een technisch beslissingsproces waarbij we continu balanceren tussen geometrie, materiaalgedrag, laskwaliteit en productiesnelheid.
Of het nu gaat om machineframes, leidingwerk of precisieonderdelen, onze specialisten staan klaar om maatwerk te leveren met de hoogste kwaliteitseisen. Voor onze klanten betekent dat: betrouwbare verbindingen, reproduceerbare kwaliteit en efficiënte productie. Voor ons betekent het: vakmanschap, ondersteund door de juiste technologie.
Lassen is en blijft een vak apart. Niet alleen vanwege de fysieke handeling, maar vooral door de technische afwegingen die eraan voorafgaan. Elk lasproces begint bij het begrijpen van het materiaalgedrag onder invloed van warmte en mechanische spanning. Lassen betekent lokaal smelten en stollen – en dat heeft direct invloed op materiaaleigenschappen, maatvoering en sterkte.
Afhankelijk van geometrie, toepassing en seriegrootte kiezen we een geschikt lasproces. Belangrijke factoren hierbij zijn:
Al deze factoren bepalen samen welk lasproces het meest geschikt is. Bij Dumaco nemen we de tijd om die keuze doordacht te maken. Zo voorkomen we vervorming, beperken we kostbare nabewerkingen en zorgen we voor een optimaal productieproces.

Bij Dumaco stemmen we het lasproces altijd af op deze parameters. Onze engineers bepalen in overleg met de klant de optimale lasmethode – van lasvoorbereiding tot nabehandeling. Zo leveren we maatwerk voor elk project – of het nu gaat om machineframes, leidingwerk of precisieonderdelen.
Bij Dumaco beschikken we over een breed scala aan lastechnieken, zowel handmatig als geautomatiseerd via robotlassen. Hieronder lichten we de processen toe die we het meest gebruiken in onze werkplaatsen.
Een veelgebruikt lasproces binnen onze productie is MIG/MAG-lassen, een booglasproces waarbij de draad fungeert als elektrode en toevoegmateriaal. Bij dit proces wordt een lasdraad mechanisch aangevoerd in de lastoorts. Deze lasdraad fungeert als elektrode en als toevoegmateriaal. Dit zorgt voor een aanzienlijke verbetering van de lassnelheid. MIG/MAG lassen werkt met zowel massieve draden als gevulde draden. Gevulde draden bieden een nog hogere lassnelheid.
Het verschil tussen MIG (Metal Inert Gas) en MAG (Metal Active Gas) zit in het gebruikte beschermgas: inert gas voor MIG-lassen van non-ferrometalen zoals aluminium, actief gas bij MAG-lassen van bijvoorbeeld staal. Je kunt alle soorten staal en RVS MIG of MAG lassen. Maar in de praktijk wordt MAG lassen veel ingezet omdat het werkt met CO2, wat goedkoper is dan ineret gas. Het verschil tussen beide methoden is het gebruikte gas voor de bescherming van het smeltbad. Het gas zorgt voor de bescherming van het smeltbad tegen vervuiling en verbranding door binnendringen van zuurstof vanuit de omgeving in het smeltbad.
Een inert gas (zoals argon) zorgt voor bescherming tegen verbranding door het zuurstof uit de lucht weg te houden, en het reageert niet met het smeltbad, wat ideaal is voor het lassen van RVS en aluminium (MIG). De las heeft een schoon uiterlijk.
Vooral voor seriematig laswerk biedt dit proces een hoge lassnelheid en lage laskosten. Dankzij de goede oxidatiebescherming zijn ook visueel nette lassen haalbaar, zeker met moderne instellingen zoals pulsfuncties bij aluminium. De automatische draadtoevoer en brede instelbaarheid maken het geschikt voor uiteenlopende toepassingen – van constructiewerk tot fijnere delen.
Bij het MIG/MAG lassen is er vrijwel altijd sprake van vervorming door het krimpen van de las. Ook hier wordt geprobeerd de vervorming te beperken door de lassen op een uitgekiende positie neer te leggen. Vaak wordt hier bij het ontwerpen van het product al rekening mee gehouden.
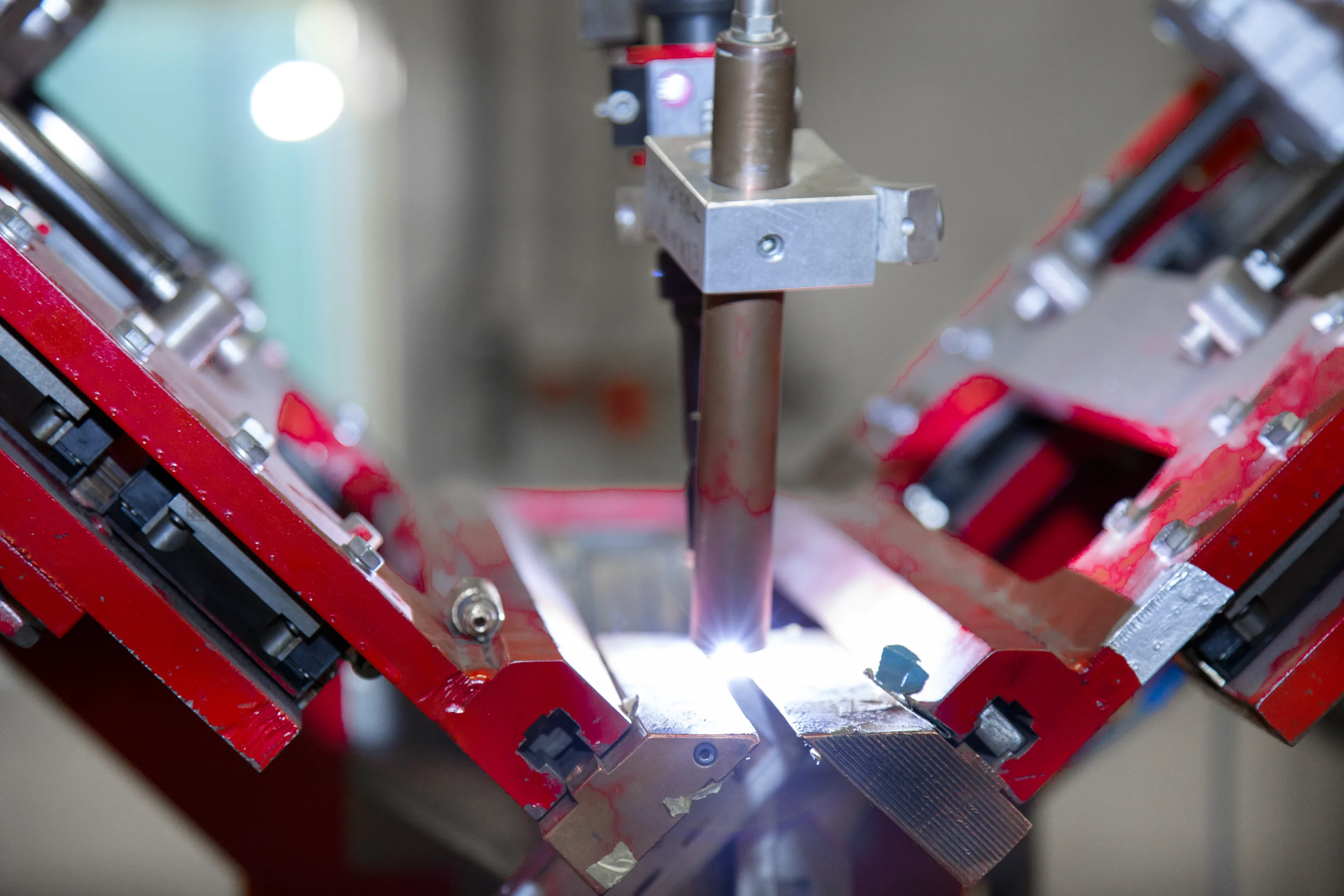
Waar esthetiek, precisie of hygiëne een rol speelt, passen we vaak TIG-lassen toe. Met TIG-lassen kan je een klein verfijnd lasje aanbrengen. Dit is ideaal voor dun plaatmateriaal waar geen grote lasrupsen gewenst zijn. De vervorming is dan minimaal Bij het TIG lasproces ontstaan er geen randen waar bacteriën of vuil zich aan kunnen hechten. Doordat er bij de TIG-techniek weinig spatten heeft blijft het werkstuk er te allen tijde verzorgd uitzien. Dit is essentieel in sectoren zoals de voedingsmiddelenindustrie, maar ook in andere branches waar netheid en duurzaamheid centraal staan. Bovendien is deze techniek bij uitstek geschikt voor dunne platen en fijn werk, waarbij het resultaat zowel technisch als esthetisch moet voldoen aan hoge eisen.
Tungsten inert gas (TIG) vergt veel vaardigheid van de lasser. De lasser bedient met de ene hand de lastoorts en voegt met de andere hand de lasdraad toe. Dit lasproces duurt langer dan MIG of MAG lassen maar heeft ook een voordeel: het is een stuk nauwkeuriger. De lasser heeft veel controle over het smeltbad, wat het proces minder snel maakt, maar bijzonder geschikt voor dunne wanddiktes of complexe geometrieën. Door de lage lassnelheid is het mogelijk om erg nauwkeurig te werken.
Bij TIG-lassen ontstaat de vlamboog tussen een wolfraamelektrode en het werkstuk. De temperatuur van de vlamboog bereikt hierbij 14000°C en het smeltbad loopt op tot 7000°C. Als beschermgas wordt meestal Argon gebruikt. Het is een intensieve en zeer nauwkeurige lastechniek die zeer geschikt is om een hoge laskwaliteit te bereiken. Voor TIG-lassen maken we gebruik van een speciale TIG-lasmachine.
Bij Dumaco lassen we TIG handmatig of geautomatiseerd, afhankelijk van de serie en toepassing. Met name bij RVS leidingwerk en frameconstructies wordt deze methode veel ingezet, ook in combinatie met orbital welding. Daarnaast wordt TIG lassen gebruikt voor het lassen van leidingwerk (i.v.m. doorlassing) en ook voor zwaardere constructies voor de grondlagen. Hierna worden de verdere lagen MIG/MAG afgelast.
Voor nauwkeurige, fijne verbindingen waar minimale vervorming vereist is, zijn laserlassen en plasmalassen zeer geschikte technieken.
Laserlassen werkt met een geconcentreerde laserstraal als hittebron. De intense energiebron maakt het mogelijk om zeer fijne en smalle lasnaden te realiseren, zelfs bij kleine of kwetsbare onderdelen. Dit resulteert in minimale warmte-inbreng en een zeer nette afwerking.
Dit maakt het bijzonder geschikt voor dunwandige onderdelen of fijnmechanische toepassingen. Omdat de energie sterk geconcentreerd is, blijft het omringende materiaal vrijwel onaangetast – een voordeel bij producten waar geen vervorming mag optreden.
Laserlassen kan zowel via warmtegeleiding als via keyhole-techniek, afhankelijk van de benodigde penetratiediepte.
Een ander groot voordeel is onze expertise met lasmallen. Daardoor vallen de kosten lager uit dan bij de concurrentie. De opstartkosten voor laserlassen zijn hierdoor zeer gunstig.
Plasmalassen (PAW) is technisch verwant aan TIG-lassen, maar met een hogere energiedichtheid en lassnelheid. Het is een doorontwikkeling van het TIG-proces om de productiviteit te verhogen.
Dankzij de gefocusseerde plasmaboog is het proces stabieler en preciezer, wat het geschikt maakt voor dun plaatwerk, vooral bij geautomatiseerde lijnen. Ook de oxidatie en verkleuring van het materiaal blijft bij dit proces minimaal, wat voordelen biedt bij zichtwerk.
Bij het plasmalassen zijn er twee aparte gasstromen:
Dumaco beheerst deze techniek tot in de puntjes, waardoor het de kwaliteit van laserlassen bijna evenaart. Voordelen van plasmalassen zijn:
Voor bevestigingen die snel, sterk én vrijwel onzichtbaar moeten zijn, bieden puntlassen en stiftlassen uitkomst. Perfect voor het bevestigen van onderdelen of draadstiften zonder zichtbare las:
Puntlassen wordt veel toegepast bij overlappingen van dunne plaatdelen. Door het materiaal lokaal te verhitten met twee elektroden, ontstaat een sterke lasverbinding zonder toevoegmateriaal. Het proces is snel en reproduceerbaar, met minimale impact op het uiterlijk van het product.
Voor de stroomstoot is het belangrijk dat de parameters van het apparaat goed afgesteld staan. Een te laag vermogen resulteert in onvoldoende doorlassing. Een te hoog vermogen zorgt voor een gesmolten product. Wanneer deze goed staat, smelt het metaal heel even waardoor de twee stukken massief aan elkaar vast komen te zitten. De binding tussen de twee is na dit lasproces dan ook enorm sterk.
De medewerkers van Dumaco hebben al vele jaren ervaring met puntlassen. We zorgen voor de juiste parameters, voldoen aan hoge eisen en gaan altijd voor kwaliteit. Het resultaat is een metaalproduct waarop het puntlassen met de beste zorg en nauwkeurigheid is afgewerkt. Hierdoor ben je verzekerd van een topproduct.
Stiftlassen wordt gebruikt om bevestigingsdelen – zoals draadeinden of bouten – op een onderdeel te lassen. Afhankelijk van het materiaal en de eisen kiezen we tussen condensatorontlading, kortsluitboog of getrokken lichtboogtechniek. Condensatorontlading biedt het voordeel van minimale vervorming, terwijl de getrokken lichtboog geschikt is voor grotere diameters of minder schone oppervlakken. In beide gevallen is de verbinding mechanisch sterk en optisch discreet.
Er zijn verschillende manieren om te stiftlassen:
Deze methode van stiftlassen creëert een “onzichtbare” las op het plaatstaal. Het lasapparaat maakt een vlamboog door middel van een hoge stroomsterkte en een speciaal gedimensioneerde lastip aan de las. De lasstroom wordt gegenereerd door het ontladen van een condensatorbatterij. Als het metaal is afgekoeld, is de las een feit.
Deze techniek komt overeen met het stiftlassen met vlamboog en keramische ring. Het grootste verschil zit in het gebruik van hogere lasstroom en een kortere lastijd van maximaal 0,1 seconde. Verder heeft de lasbout geen aluminium kogel maar wordt er een beschermgas toegevoegd. Een voordeel van deze techniek is de minimale verkleuring op het werkstuk. Dit komt door de korte lastijd en ondiepe branding.
Geschikt voor grotere diameters. Er kan door materiaalimperfectie, zoals olie, vuiligheid en lichte roest, heen gelast worden. Bij het stiftlassen met deze techniek wordt tijdens het lasproces een elektrische vlamboog getrokken door de lasbout van het product af te bewegen. Een keramische ring wordt gebruikt om de vlamboog te richten en de laskraag te vormen. Het snel opstarten van het lasproces, een stabiele vlamboog en de reinigende werking van het smeltbad zijn belangrijk. Hiervoor gebruiken we een aluminium kogel of flux. Als de las is voltooid, kan de keramische ring gemakkelijk verwijderd worden.
Niet elk product leent zich voor automatisering – en dat hoeft ook niet. Bij Dumaco combineren we traditioneel vakmanschap met moderne automatisering. Onze ervaren lassers zijn vakmensen met jaren ervaring, en voor enkelstuks of kleine series is handmatig lassen nog altijd de beste keuze. De flexibiliteit is groot en het lasproces kan eenvoudig aangepast worden aan complexe vormen of lastige posities.
Handlassen is flexibel en ideaal voor prototypes, kleine series of complexe vormen. Bij grotere aantallen, repeterend werk of wanneer nauwkeurigheid en cyclustijd kritisch zijn, zetten we lasrobots in. Deze systemen combineren snelheid met precisie. Onze robots hebben een positienauwkeurigheid tot 0,1 millimeter en zijn programmeerbaar op basis van CAD-modellen. In combinatie met op maat gemaakte opspanningen kunnen we snel schakelen tussen verschillende producten, zonder lange omsteltijden.
Of het nu gaat om MIG/MAG, TIG of zelfs laser – robotlassen biedt schaalvoordelen zonder concessies aan kwaliteit.Met onze lasrobots en ervaren lassers zorgen we voor een optimale balans tussen maatwerk en efficiëntie. Dankzij offline programmeren en maatwerk opspanning schakelen we snel tussen producten – zonder onnodige stilstand.
Welke lastechniek het meest geschikt is ligt aan het gekozen materiaal, maar daarnaast heeft de klant ook eisen m.b.t. bijvoorbeeld de afwerking. In het kort, hangt de juiste lasmethode nauw samen met het materiaal:
Verder zijn de warmtegeleidingscoëfficiënt, smelttemperatuur en oxidatiegevoeligheid belangrijke parameters bij materiaalkeuze. In elk geval kijken we naar de specifieke eisen van het eindproduct: mechanische belasting, visuele eisen, vereiste nabehandeling en productieaantallen.
Onze werkvoorbereiding beoordeelt per project welke techniek past – inclusief laskantvoorbereiding, lasvolgorde en benodigde inspectie.
Lassen is bij Dumaco zelden een op zichzelf staande dienst. Vaak maakt het deel uit van een breder traject: van engineering tot compleet geassembleerd product. Of het nu gaat om machineframes, skids, leidingwerk of fijnmechanische samenstellingen – onze lasafdeling werkt nauw samen met ontwerp, plaatbewerking, verspaning en montage. Dit integrale proces zorgt
Bij Dumaco werken we volgens strikte normen. Onze lassers zijn gecertificeerd en we beschikken over gecertificeerde lasprocedures en inspecteren kritische lasnaden visueel, destructief of met niet-destructieve technieken, afhankelijk van de klanteis.
In combinatie met een geconditioneerde meetkamer en volledige traceerbaarheid van materialen kunnen we elke keer weer een constante kwaliteit garanderen.
Benieuwd welke lastechniek het best past bij het product of project? Heb je een specifieke lasvraag, wil je sparren over een project of een offerte ontvangen? Neem gerust contact op met een van onze specialisten. We denken graag met je mee – technisch en praktisch.
Onze vestiging in Oss is betrokken bij het grootste project van Dumaco tot nu toe. [...]
Dumaco als leverancier is gespecialiseerd in het produceren van RVS-producten, zoals RVS constructies, kasten, vaten, tanks etc. Vaak voor de gas en olie-industrie, maar ook voor vele andere industrieën.

Bij Dumaco Woerden werken we aan producten en samenstellingen die onderdeel zijn van een groter technisch proces. We hebben voor de klant droogtafels samengesteld, gelast en compleet aangeleverd.

Dumaco en Van Zijll werken al meer dan 30 jaar samen aan hoogwaardige kaasmaakinstallaties. Tot een aantal jaar geleden produceerde Van Zijll alleen ronde tobbes van 150 tot 3000 liter,

De Malkara buitenkeuken laat zien wat mogelijk is wanneer architectuur, engineering en vakmanschap samenkomen. Een ontwerp dat zich voegt naar zijn omgeving, maar tegelijkertijd uitblinkt in verfijning en kwaliteit.

Dumaco is de vaste leverancier voor zowel plaat- als buiswerk en denkt mee in het verbeteren en stroomlijnen van de processen.




{kind=link}
{kind=link}
{kind=link}