










Dumaco Oss werkte aan grote RVS lantaarns
GKB Machines, het bedrijf dat zich bezig hield met de herinrichting van de Coolsingel, vroeg Dumaco Oss alle RVS-onderdelen te produceren, te monteren en te spuiten.

Welke lastechniek het meest geschikt is ligt aan het gekozen materiaal, maar daarnaast heeft de klant ook eisen m.b.t. bijvoorbeeld de afwerking. Ook is het ontwerp, plaatdikte en materiaalsterkte van invloed op de te kiezen lastechniek. Verder zijn de warmtegeleidingscoëfficiënt, smelttemperatuur en oxidatiegevoeligheid belangrijke parameters bij materiaalkeuze.
In dit artikel nemen we je mee in de technische overwegingen achter onze keuzes, inclusief de mogelijkheden van handmatig en gerobotiseerd lassen.
In elk geval kijken we naar de specifieke eisen van het eindproduct: mechanische belasting, visuele eisen, vereiste nabehandeling en productieaantallen. Onze werkvoorbereiding beoordeelt per project welke techniek past – inclusief laskantvoorbereiding, lasvolgorde en benodigde inspectie. Bij onze vestigingen in Woerden en Montfoort werken gecertificeerde International Welding Engineers (IWE) en International Welding Technologists (IWT). Deze vakexperts combineren materiaalkennis met praktijkervaring om voor elk project de optimale lasmethode te bepalen — of het nu om staal, roestvast staal (RVS) of aluminium gaat.
Voor het staal lassen, zowel van ongelegeerd als laaggelegeerd staal, passen we vrijwel altijd het MAG-lasproces toe (Metal Active Gas). Dit proces biedt een uitstekende balans tussen snelheid, laskwaliteit en toepasbaarheid in verschillende posities.
De chemische samenstelling van het beschermgas — vaak een mengsel van argon en CO₂ — wordt afgestemd op het type staal en de laspositie. De samenstelling van het beschermgas kan verschillen per lasproces. Afhankelijk van de dikte van het materiaal kan het noodzakelijk zijn om het materiaal voor te verwarmen. Dit wordt voorafgaand aan het uitvoeren van het laswerk bepaald volgens de betreffende normen. Onze lassers hanteren hierbij de geldende normeringen, waarbij temperatuurcontrole essentieel is om scheurvorming en waterstofinsluiting te voorkomen.
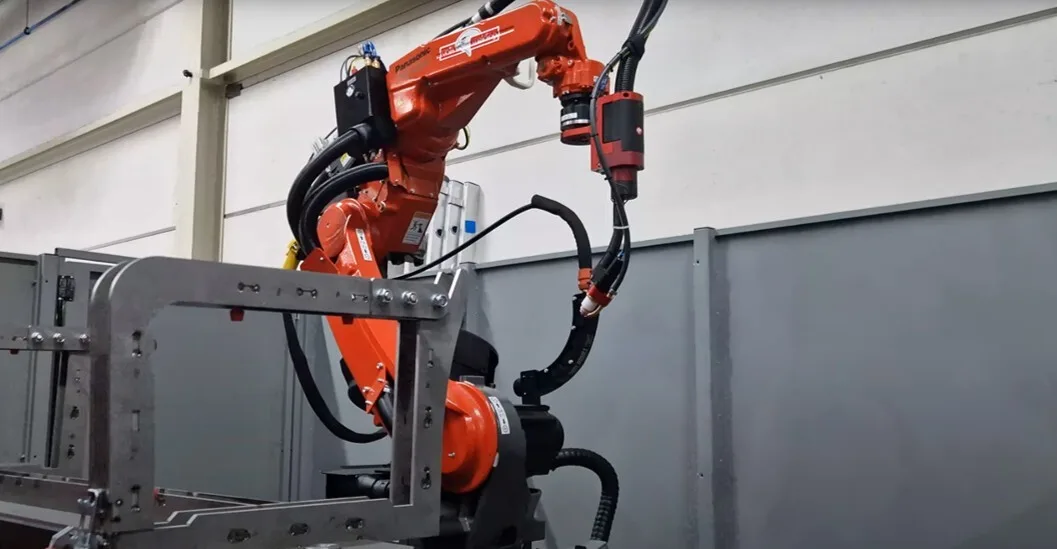
MAG-lassen laat zich bovendien goed mechaniseren, wat het bij uitstek geschikt maakt voor robotlassen in serieproductie. Let wel: dit proces is gevoelig voor luchtstromen en moet bij voorkeur binnen een afgeschermde omgeving worden uitgevoerd.
Het lassen van roestvast staal vraagt om een andere aanpak dan bij regulier staal. RVS ontleent zijn corrosiebestendigheid aan een passieve chroomoxidehuid, die gemakkelijk wordt aangetast bij overmatige warmte-inbreng of vervuiling met koolstofhoudende materialen. Bij het lassen van RVS is het daarom belangrijk dat de chemische en mechanische eigenschappen van het materiaal in stand blijven. Dit zorgt er tenslotte voor dat het materiaal roestvast is. Wanneer er teveel warmte wordt ingebracht trekt het materiaal krom en verdwijnen de corrosie vaste eigenschappen. Daarom moet de lasser zorgvuldiger te werk gaan bij het opspannen en lassen van het product.
Voor het lassen van dun RVS plaatwerk gebruiken we Fronius TPSI MIG lastoestellen waardoor er minder warmte inbreng is. Hiermee minimaliseren we kromtrekking en reduceren we de HAZ (Heat Affected Zone), terwijl de mechanische en chemische integriteit van het materiaal behouden blijft. Dit leidt tot minder kromtrekken.
RVS kan zowel met TIG als MIG/MAG worden gelast. TIG-lassen wordt vooral ingezet bij dunne wanddiktes of wanneer uiterste precisie gewenst is, zoals in de farmaceutische of voedingsmiddelenindustrie. MIG/MAG-lassen gebruiken we voor zwaardere constructies of bij hogere seriegroottes.
RVS is gevoelig voor vervuiling met koolstofstaal (bijvoorbeeld via slijpschijven of vingerafdrukken), wat kan leiden tot vliegroest en corrosie. Binnen Dumaco wordt dit risico actief beheerst:
Nabehandelen door middel van keramisch stralen en beitsen van RVS behoren tot de opties binnen Dumaco. Beitsen en keramisch stralen zorgen voor een visueel en technisch schoon eindproduct. Bij het beitsen wordt de thermische verkleuringen en verontreinigingen verwijderd. Het herstelt de beschermende oxidehuid.
Tijdens het bewerken van roestvast staal is het mogelijk dat er vervuiling van vreemde metalen op het RVS komen. Hierdoor corrodeert het RVS sneller. Door middel van een beitsbehandeling is al het vreemde metaal verwijderd en hersteld de chroomoxide laag. Zo is de corrosiewerende eigenschap van roestvast staal weer volledig hersteld.
Keramisch stralen zorgt voor een uniforme matte finish en verwijdert oppervlakkige oxidatie zonder het substraat aan te tasten.
Aluminium heeft andere lastechnische eigenschappen dan staal of RVS. De combinatie van een lage smelttemperatuur, hoge thermische geleidbaarheid en een harde oxidehuid maakt het lassen technisch complexer. Het materiaal is zeer reactief op lucht waardoor er een harde oxidatie laag ontstaat op het oppervlakte. Deze oxidatie laag smelt veel later dan het onderliggende aluminium. De laag moet dan ook vooraf worden verwijderd met een staalborstel of chemisch oplosmiddel. Daarom hanteren we bij Dumaco een materiaalspecifieke aanpak, waarbij vooraf de oxidehuid mechanisch (met RVS borstel) of chemisch wordt verwijderd.
Vervolgens kiezen we de juiste TIG of MIG-lasprocedure, afhankelijk van de materiaaldikte en geometrie. Het lassen van aluminium kan handmatig – of via een lasrobot met een hogere stroomsterkte en snelheid dan andere metaal. Hiermee wordt het beschermd tegen teveel hitte. Daarnaast moet het aluminium worden beschermd tegen verdere oxidatie, dit kun je realiseren door gebruik te maken van inert gas (TIG of MIG lassen).
Belangrijke aandachtspunten bij aluminium lassen:
Zowel manuele als geautomatiseerde lasmethoden hebben hun plaats binnen onze productie. De keuze is sterk afhankelijk van de complexiteit van het product, het aantal stuks en de reproduceerbaarheid van de lasverbinding.
Bij enkelvoudige complexere vormen wordt manueel gelast. Voor het precieze kort cyclische werk zetten wij onze gecertificeerde lassers in die het product handmatig lassen. De lasrobots worden ingezet wanneer er seriematig laswerk te doen is.
Bij robotlassen is een hogere investeringsdrempel gerechtvaardigd zodra er sprake is van repeterende series. Die keuze heeft te maken met het ontwikkelen, produceren en vrijgegeven van lasmallen en het ontwikkelen van een lasprogramma voordat de lasrobot ingezet kan worden. Robotlassen heeft een aantal voordelen ten opzichte van manueel lassen:
Verder werken wij met offline programmeren en zetten wij lasmallen in om zo efficiënt mogelijk te lassen. Hierdoor kan de lasrobot na afronding van een product direct door naar het volgende product.
Onze lasrobots hebben verschillende soorten opstellingen. En de robotlasinstallaties zijn ingericht op maximale flexibiliteit en nauwkeurigheid:
De volgende lastechnieken zijn mogelijk op de robot:
Binnen Dumaco combineren we kennis van materialen, processen en ontwerp tot een totaaloplossing op lasgebied. Of het nu gaat om visueel hoogwaardige RVS-behuizingen, drukvaste lasconstructies in staal, of lichtgewicht aluminium frames — wij leveren nauwkeurig gelaste producten volgens norm. Onze lasdeskundigen denken vanaf het eerste moment mee over de maakbaarheid, laskwaliteit, en de nabehandeling van uw product.
GKB Machines, het bedrijf dat zich bezig hield met de herinrichting van de Coolsingel, vroeg Dumaco Oss alle RVS-onderdelen te produceren, te monteren en te spuiten.
Welke invloed heeft onze fusie gehad op de samenwerking met onze klanten? Een vraag die veel jarenlange klanten zich ongetwijfeld gesteld hebben. De integratie van verschillende bedrijven onder één noemer heeft onze productiecapaciteit aanzienlijk vergroot.

Dumaco draagt bij aan historisch eerbetoon in moderne vorm

Farmabel (Farm Machinery Belgium) werd in juli 2018 opgericht en maakt deel uit van bedrijvengroep De Bussher. Het bedrijf startte als importeur van twee merken, maar telt inmiddels zes merken in het assortiment.

Hoe maken ketenintegratie en samenwerking innovatie mogelijk in de sterk veranderende energiemarkt? [...]

Dumaco Oss werkt namelijk sinds jaar en dag samen met kunstenaar Jeroen Henneman. De Amsterdamse beeldhouwer is o.a. bekend van De Kus in Amsterdam...



